安运国际物流┃ 锂离子电池析锂圣经
日期:2018-06-12 点击次数:2832
安运国际物流┃ 锂离子电池析锂圣经
原创: 文武齐龙 知行锂电 今天

在本文的前篇《史上*全的锂离子电池析锂原因解析》中,文武与大家分享了18种自己之前工作中遇到的析锂异常。但仅凭一人之力,显然无法穷尽析锂的全部可能。经过一年多的沉淀、并在向锂电方舟各群群友充分讨教后,策划了大半年的《锂离子电池析锂圣经》终于成文。长文预警!本文讲述了50+析锂异常原因,全文100+图片,13000+文字,想找 “武功秘籍” 又不想花费时间学习?本文不适合你。严禁抄袭!本文付出了作者极大的心血,仅授权知行锂电发表,其它网站、公众号等严禁抄袭,请各位看官自重!析锂原因综述
锂离子电池在充电时,锂离子从正极脱嵌并嵌入负极;但是当一些异常情况:如负极嵌锂空间不足、锂离子嵌入负极阻力太大、锂离子过快的从正极脱嵌但无法等量的嵌入负极等异常发生时,无法嵌入负极的锂离子只能在负极表面得电子,从而形成银白色的金属锂单质,这也就是常说的 “析锂” 。 在为大家展示本文的主体内容前,先回答三个大家可能关心的问题: 从一些官方答案上,析锂就等价于产生 “死锂” ,也是无法消除的。但实际上,一些轻微的析锂,是可以通过小倍率放电来减弱甚至消除的,个中原理,要先看下面的负极充放电析锂图示: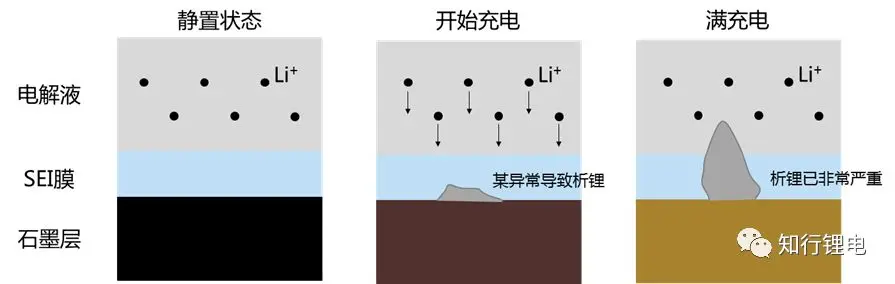
上图中,充电时由于某异常发生了析锂,金属锂成不规则形状堆叠在负极表面,并且与负极之间可以导通电子(否则析锂不会越长越大)。放电时,析出的金属锂单质由于可以与负极继续导通电子,因此析出的金属锂也会失电子而变成锂离子,析锂程度有所减轻(上面视频放电初期也可见析锂在减轻)。
但是,金属锂在放电期间并不是均匀减少的,与负极距离近的金属锂由于导电更容易而消失的更快,当放电完成时,金属锂原先与负极接触的位置已消失完毕,金属锂满充状态的 “与负极紧密接触且可以导通电子” 变成了放电后的 “依附在负极表面,无法导通电子” 。这样意味着此时的金属锂已不存在失电子再成为锂离子的可能,这时的金属锂才是所谓的 “死锂” 。
通过以上原理阐述,析锂可否消除也就有了答案:析锂可以通过放电减轻,电流小更有利于析锂减轻(金属锂消失的可以更均匀,*终的死锂会更少);但是析锂消失的程度,与原本析锂的严重度、放电电流、材料特性有关,不能一概而论。一些由电芯自身缺陷造成的析锂,如负极压死、(无法补注液时的)电解液不足、负极过量不足等,即便通过放电将析锂减轻,也意义不大,因为后续再次充电还会析锂。
析锂只会发生在负极,那为什么正极无法析锂呢?原因主要有以下几点: 1)充电过程正极失电子,不可能析锂:析锂是锂离子得电子并生成金属锂的过程,电池充电时电子由正极发出经外电路来到负极,正极失去电子,不会造成析锂; 2)全电池正极电位几乎无法到达0V;锂离子析出成金属锂的电位为0V,如果极片无法达到这个电位,那就不会发生析锂的反应。常见正极材料100%嵌锂的电位都在3V以上,几乎无法达到0V,因此即使远超正极材料承受极限的大倍率放电,也只是会无限增加电芯的极化程度,而不会像负极一样造成析锂; 3)即便严重过放,正极只会析铜,不会析锂;金属锂生成电位0V,几乎是所有金属的*低值。而铜的生成电位是3.35V(vs Li/Li+),铝(如果用作负极集流体的话)的生成电位是1.35V(vs Li/Li+),二者都比金属锂的高很多。而正极又是电池中电位*高的部位,因此即使严重过放且负极首效大于正极并造成锂离子过多,正极表面也是先析出负极集流体铜或铝,而非析锂。 综合以上三个因素,正极不会发生析锂,退一步讲,在我们日常工作所及的范围内,是看不到正极析锂的。 从感性上思考,当正负极间有气体造成接触不好时,虽然该位置负极无法嵌入锂离子,但是正极毕竟可以脱嵌锂离子,按理来说应该在某处产生析锂才对,但实际情况却是不仅负极没有嵌锂、对应位置的负极、隔膜等都未见析锂,也就是说,正极干脆没有脱嵌锂离子,这是为什么呢? 为了搞清楚这个问题,先看下面这个充电时的锂离子迁移图: 当锂离子电池充电时,锂离子从正极脱嵌并嵌入负极,但要注意:嵌入负极的锂离子并不是从正极脱嵌的那一个,而是一个与正极位置基本对应、靠近负极的一个电解液中的随机锂离子。此外,锂离子在正负极间的脱嵌和嵌入是同时发生的,如果负极少嵌入一个锂离子,那么外电路就会少移动一个电子,正极也就必须少脱嵌一个锂离子。
因此,由正负极片间有气体接触不好、负极电解液浸润不好等原因所造成的嵌锂路径缺失,并不会引发析锂,而是直接造成正极无法脱锂。对应的负极未嵌锂或未嵌满锂区域会出现褐色甚至黑色。为了让文章内容丰满,负极未嵌锂也会作为本文的主要内容进行介绍,请大家知悉。
介绍了以上三个储备知识后,就一起开始本文的正式内容吧: 综述:涂布决定着正负极用量,而负极没有足够的嵌锂空间又是析锂的*常见原因,因此涂布面密度异常是引发析锂的常见原因。<< 滑动查看下一张图片 >>
知行锂电原创文章,严禁抄袭
当正极涂布偏重或者负极涂布偏轻时,都会造成负极嵌锂空间不足,这样锂离子从正极脱嵌并来到负极后,就会在负极表面得电子并形成金属锂。
均一一层析锂,若原因为负极涂轻则会影响电芯容量,原因为正极涂重则不会影响电芯容量,但只要析锂,几乎一定降低正极克容量。 确认好正负极的实际克容量及首次效率,设计时根据涂布制程能力给出合适的负极余量,避免涂布的异常波动。<< 滑动查看下一张图片 >>
知行锂电原创文章,严禁抄袭
当正极单面涂重或负极单面涂轻时,极片就会呈现一面界面良好(图一)、一面析锂(图二)的情况,其原理与负极过量不足析锂一致,只不过仅发生在极片的单面。
涂布时要分别监控两个单面的面密度,不要以整体极片重量作为评估标准。<< 滑动查看下一张图片 >>
知行锂电原创文章,严禁抄袭
原理:
涂布机未开头部削薄的话,很容易引发正极或负极头部超厚,前者会造成此处负极过量不足,后者易引发该位置负极压死,*终的结果都是极片头部析锂。
仅发生在极片头部,圆柱电芯发生于*内层的几圈(图一),卷绕方形电芯发生在正极*内圈头部及*外圈尾部两个位置,叠片电芯发生在每一层的头尾部位置。 开启头部削薄,保证头部极片厚度比主体极片厚度薄20um左右。(声明:本文严禁抄袭!本文付出了作者极大的心血,仅授权知行锂电发表,其它网站、公众号严禁抄袭,请各位看官自重!) 综述:除去上面所讲的极片面密度外,与极片相关的一些其它异常也可能造成析锂,原因包括配料时少加或未加导电剂、极片混入了杂质、负极片压死或露箔等。<< 滑动查看下一张图片 >>
知行锂电原创文章,严禁抄袭

 豫公网安备 41072102000426号
豫公网安备 41072102000426号